Menu
Islah Çelikleri
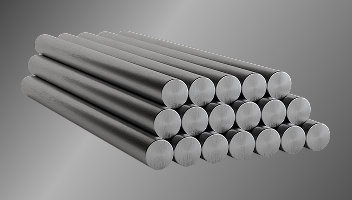
Kullanım Alanları: Islah çelikleri, çeşitli makine ve motor parçaları, dövme parçaları, çeşitli cıvata, somun ve saplamalar, krank milleri, akslar, kumanda ve tahrik parçaları, piston kolları, çeşitli miller ve dişli gibi parçaların imalinde kullanılmaktadır. Bu sebepten, islah çelikleri inşaat ve alaşımsız çeliklerden sonra, en yüksek oranda üretilen ve kullanılan çelik türüdür.
Civata Çelikleri
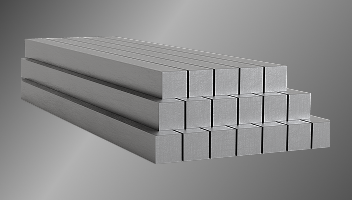
Kullanım Alanları: Bağlantı Elemanları, Otomotiv Sektörü, Gemi Sektörü, Havacılık Sektörü, Elektronik, Parça Üretimi, Makine Sektörü, Ev Aletleri, Mobilya Sektörü, İnşaat Sektörü
| Grade | |||
|---|---|---|---|
| 4140 (42CrMo4) | 4340 (34CrNiMo6) | 5135 (37Cr4) | 5140 (41Cr4) |
| 25CrMoS4 | 30Cr7 | 37CrS4 | 40Cr6 |
| 40CrMo | 45Cr4 | ||
| SAE/AISI | ||
|---|---|---|
| A570Gr.33,36 | A570Gr.36 | A284Gr.D |
| A570Gr.40 | A573Gr.70 | A570Gr.50 |

Islah çeliklerinde sertleşebilirlik özelliklerinin yanında, yüksek dayanım ve süneklik de istenir. Yeterli seviyede sertlik elde edilebilmesi için, ıslah çelikleri diğerlerine nispeten yüksek karbon içerirler. Kalın kesitli parçalar için sertlik derinliğinin en önemli kriter olması sebebiyle, bu parçalar alaşımlı ıslah çeliklerinden imal edilirler.
Islah çeliklerinin seçiminde, parça boyutları ve dayanım değerleri ön plandadır. Alaşımsız ıslah çelikleri ancak küçük kesitli parçalarda verimli olabilir. Kalın kesitli parçalar için, sertlik dağılımının homojen olması, çeliğin alaşımlı olmasına bağlıdır. Sertlik dağılımının, malzeme alaşımlarına göre değişimleri jominy testi sonuçları ile gözlenebilir. Jominy testi basit bir ifadeyle ; sertleştirme sıcaklığına kadar ısıtılan çubuk şeklinde bir malzemenin sadece bir ucundan soğutulmasıyla soğutulan uca olan mesafelerdeki sertleşme değerlerini ifade eder.
Islah çelikleri alevle ve indüksiyonla sertleştirilebileceği gibi, ıslah edildikten sonra da alev ve indüksiyonla sertleştirilebilirler. Bu şekilde ısıl işlem görecek malzemenin seçiminde, kimyasal bileşimin yanı sıra, yüzeyde elde edilecek sertlik değeri ve sertleşme derinliği göz önünde bulundurulur. Alaşımsız çeliklerde sertlik derinliği 3-4 mm olabilirken. Alaşımlı çeliklerde bu derinlik 10-12 mm’yi bulur. Ayrıca indüksiyonla sertleştirme esnasında yüksek mangan çatlama tehlikesi yaratacağından, yüksek karbon-düşük manganlı Cf kalite çeliklerin kullanılması daha uygundur. Ayrıca çatlama tehlikesinin azalması, malzeme tane yapısının küçük olmasıyla yakından ilişkilidir.
Islah çelikleri kimyasal bileşimlerine göre 4 ana grupta toplanır.
Alaşımsız ıslah çelikleri
Mangan alaşımlı ıslah çelikleri
Krom alaşımlı ıslah çelikleri
Krom-molibden alaşımlı ıslah çelikleri
Alaşımsız çeliklerde, ıslah dayanımı karbon miktarıyla artmaktadır. 16 mm çapa kadar en düşük akma sınırı 370 N/mm^2 (%C:0,25) ile 570 N/mm^2 (%C:0,50) arasındadır. 16-40 mm çap arasındaki boyutlarda 50-80 N/mm^2 daha düşük olur.
Mangan alaşımlı ıslah çeliklerde mangan sertleşebilirliği artırdığından 30Mn4 ve 40Mn4 çeliklerinde akma sınırı C60 çeliğindeki özelliklerini gösterir.
Krom alaşımlı ıslah çeliklerinde krom elementi sertleşebilirliği oldukça fazla artırır ve plastisiteye de olumlu etki yapar. Örneğin 40Cr4 çeliğinde 16-400 mm çap aralığında minimum akma 700 N/mm^2’dir.
Molibden kroma nazaran daha kuvvetli sertleşebilme kabiliyetini artırır. Ayrıca meneviş dayanımını artırır ve meneviş kırılganlığı ihtimalini azaltır.
Islah işlemi, sertleştirme ve bunu takip eden menevişleme işlemi olarak tarif edilmiştir. Aşağıda, çelikler için, sertleştirme ve menevişleme işlemleri genel olarak ayrı açıklanmıştır.